

Fertigung
FERTIGUNG
LEISTUNGSSTARK - FLEXIBEL - ZUVERLÄSSIG
Asymmetrische und symmetrische Formteile
Die HECKLER AG hat sich auf komplexe, toleranzarme, asymmetrische und symmetrische Formteile aus Stahl, mit einem Stückgewicht von ca. 10g - 200 g spezialisiert.

Unsere modernen Fertigungseinrichtungen und
Fertigungsmöglichkeiten sind vielseitig
Umformen:
- Kniehebel-, Exzenter-, Hydraulik- und Taumelpressen (3.000 - 10.000 kN);
manuell, halb- und vollautomatisiert - mehrstufige Horizontal-Quertransferpressen
(bis 6.000 kN)
Stanzen:
- verschiedene Stanzautomaten (400 - 1.600 kN); manuell, halb- und vollautomatisiert
Mechanische Nachbearbeitung:
- Bohren, Drehen, Fräsen (teilweise verkettet)
- Sonderbearbeitungsmaschinen,
CNC-Bearbeitungszentren - Entgraten, Laserschweißen, Baugruppenmontage
Maschinelle Ausstattung:
- voll ausgestatteter Werkzeugbau;
- optische und mechanische Prüfeinrichtungen,
u. a. 3D-Mess- und -Scantechnik
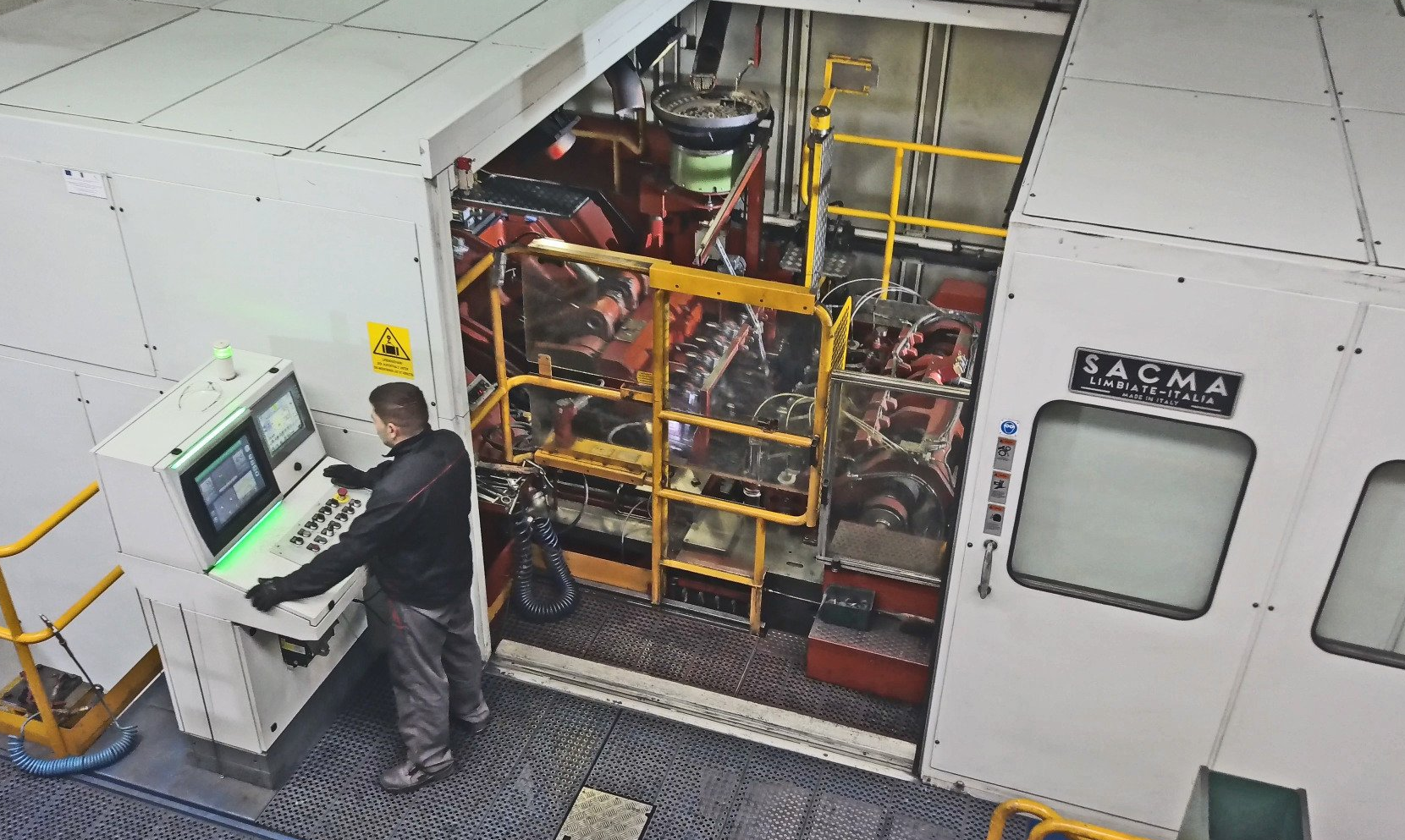



Maschinenpark Umformtechnik
- Exzenterpressen (3.000 - 10.000 kN)
- Kniebelpressen (3.000 - 6.000 kN)
- Hydraulikpressen (600 kN)
- Stanzautomaten (400 - 1.600 kN)
- Mehrstufige horizontale Quertransferpressen (6.000 kN)
- voll ausgestatteter Werkzeugbau, inhouse
- optische und mechanische Prüfeinrichtungen
- 3D-Mess- und -Scantechnik
- Gleitschleifanlagen
- Teilereinigung
- Wärmebehandlung